Role of a Six Sigma Champion
In addition to identifying the attributes of a good Champion, we should also be aware of the specific responsibilites they should fulfill. In essence, the champion binds the entire team together.
One responsibility of a champion is to obtain funds and resources for the projcet. Another responsibility is to talk to other executives or members or senior management and get their go-ahead for projects.
Example:
Lets say you are the CEO and the Six Sigma champion of a fast food company. As the champion, you would be requered to get agreement from the other members of senior management when requered to transform processes or need to add on or remove steps from existing processes. Your position in the company would ensure few difficulties in getting senior mangement buy-in on the proposes process changes.
*) Foster Training
Champin should ensure the availability of training resources, tools, technologies, and methodologies to the Six Sigma team for implementing a Six Sigma project.
In our example, the Champion would ensure that all the team member are adequately trained and equipped to handle customer feedback and take corrective measures to ensure customer satisfation.
*) Pace mediation and roadblock removal
Champions also have the responsibility to put in place the support system and infrastructure requered to hanle all issues related to the process improvement. Overal, the champion is responsible for keeping the project work on track and ensuring that it runs at the desired pace. For this, the champion may have to mediate at different stages of the process change.
*) Project selection and funds estimation
Champion shoulder the responlibility of selecting the process for Six Sigma implementation. in the contesst of the Fast Food Company, the Champion may select the food delivery process as the process for Six Sigma implementation.
Having selected the process, the champion, with the consent of the Six Sigma team, would estimate the funds requerements and get it approved by senior management.
*) Confrontation resolution
A champion is instrumental in preventing confrontations and defusing any issues that may arise between employees and the Six Sigma team members. This allows the team to focus on the Six Sigma project.
For Example, to improve the customer satisfactin levels in the cas of the food delivery process, arguments would need to be resolved that might arise between the delivery team and the accounts team.
*) Budget allocation
In some cases, senior mangement can authorize the champion to allocate budgets for the project. For this, the budget allocation lomit is fixed and any investment or expenditure beyond this limit needs to be approved by management. For example, if you have decided to provide full refund of the food order cost in case the food delivery does not happen on time, you would need to have a sanction in terms of the budget that would be required to handle such extra expenses.
*) Result Measurement
Once the project is running, the champion needs to collect the detaialed infromation to evaluate the progress of the project.
In the present context, you could collect the information related to the number of unsatisfied customers for whom refund have been provided. You could also collect other information related to the increase in efficiency of the delivery team over a period of time, which can be measured by the number of unsatisfied customers over that period.
Wednesday, December 13, 2006
Six Sigma Team Building (Champion) - Part 1
 *) Identify the role of Six Sigma Champion
*) Identify the role of Six Sigma ChampionAny business uses a number of processes for its operations. Improving many of these may lead to significant measerable gains. However, we must select a small number of these processes for improvement in a Six Sigma project.
A Six Sigma project is a team effort. We create an implementation team and clearly define specific designation as wess as job responsibilities for team members. We should also obtain complete commitment from senior management for allocation of adequate manpower and other resources.
The Six Sigma Project Team
We create a Six Sigma project team by selecting member that have deep process knowledge from all levels of the organization. A Six Sigma project team usually comprises a Champion, a Quality Leader, a Master Black Belt, a Process Owner, Black Belts, and Green Belts. It isn't always necessary to involve all these members, especially in smaller company, or in an initial improvement effort, but the functions of each role should be present and defined.
The Six Sigma Champion
The leader of the Six Sigma team is referred to as the 'Champion'. The champion acts as the project sponsor and interfaces between user departments and senior management.
These functions requere the champiton to be a part of the senior management of a company, usually the ECO or a Vice President.
Factor Affecting the Selection of a Champion
There are a number factors we should consider when selecting a champion. A champion should be familiar with the cross-functional issues and their relevance to the existing processes. The champion should have a deep undestanding of Six Sigma and be comitted to its success in the organization. The champion should also be capable of comunicating Six Sigma initiatives at every opportunity.
Understanding the Factors Affecting the Selection of a Champion
The department haeds in an organization would not be good candidates for the champion role because of ther unfamilarity with cross-functional issues. However, a Vice President fits well in the role because of his or her deep understanding of cross-fuctional issues and access to the senior management of the company.
Champion Attributes
*) Authoritative
To implement a Six Sigma project succussfully, a champion must be authoritative, open-minded, and persuasive.
Being authoritative enables a champion to make organizational divisions adopt or 'buy in' to the Six Sigma initiative. The position of authority also enables a champion to make manpower other resources available to organizational divisions.
*) Open-minded
Champions should also be open-minded to view disagreements with a team-member or an employee from that persons perspective. This often requires the champion to understand the problems of team members and other employees and suggest solutions.
*) Persuasive
Implementing Six Sigma often means a change in working methods for all employees leading to resistance to the Six Sigma initiative. The champion needs to be persuasive to increase employee 'buy-in'.
The champion also needs to be persuasive to get management support for the initiative.
Other Six Sigma Team Members
** Quality Leader / Manager
To ensure the success of a Six Sigma project, the champions need to be backed by a motivated team whose members act as driving forces for the implementation of new processes.
The Quality Leader or Manager is responsible for representing the needs of the customer and improving the operational effectiveness of the organization.
** Master Black Belt
Another team member, the Master Black Belt, typically provides the technical leadership in a Six Sigma project. This position also involves examining a specific area within the organization and coaching other in the Six Sigma methodology. The area may be a functional area, such as human ersources, or a process-specific area, such as order processing.
** Process Owner
Process Owners are the individuals responsible for a specific process. FOr instance, the Vice President of the Legal department would be the Process Owner of the processes followed in the Legal department.
** Black Belt
Black Belt are techinically oriented individuals who lead quality projects and work full time on them. They are usually familiar with computer usage and data analysis techniques.
** Green Belt
Employee trained in Six Sigma woho complete projects and provide project status data to the Six Sigma team are called Green Belt. They perform their regular work responsibilities in addition to their responsibilities as Green Belt. They are also capable of taking their projects from concept to completion.
Define : Six Sigma to Resolve the Problems
New Customer Challeges
Globally, enhanced customer expectiations are throwing up new challenges for businesses. The most important challenge lies in alignig business processes to customer requirements while maximizing resource utilization and returns.
Six Sigma practitioners are responsible for resolving thise problems that do not allow a process to add value to a product or service.
A Good Problem
According to Six Sigma guidelines, a rpblem is defined as good if it can be resolved systematically by applying common quality improvement methodologies. A good problem is clearly defined, and its impact can be readily meaured in terms of the time requered to fix it and the delay it causes in product delivery. Most importantly, resolving a god problem must have a visible impact on customer satisfaction.
You can identify a good problem using statistical tools such as Impact-Effort matrix that plots the effort required to fix a problem against its impact on customer satisfaction.
A Good Problem - Example
Let's consider an example to understand the concept good problem. Suppose you're working in a company that uses large trucks to deliver perishable foodstuff for its clients. Each truct carries foodstuff for several clients. Your customers are complaining about delayed deliveries. After analyzing the delivery process, you find that these delays are caused by frequent breakdowns.
This is a good problem because it is clearly defined, its impact is measurable in tems of delay in delivery and the frequency of delay, it can be reloved using quality improvement tools, and it impacts customer satiscation.
Resolving a Good Problem
In the example, there are several solutions to resolve the problem. You can set up a rpcess for preventive maintenance of the trucks, purchase a logistics management software application to manage deliveries, or purchase smaller trucks to service only one client at a time.
Agter you identify the possible solutions, you need to perform an Impact-Effort analysis to select the best solution. One major factor for considering a solution is the cost of implementing it.
Sometimes, you may find that a good problem is too complex to fix in the existing process. To solve such a problem, you may need to redesign the process completely. However, if the good problem is not very complex, you only modify a part of the wexisting process to improve it.
 Resolving a Good Problem Using the DMAIC Model
Resolving a Good Problem Using the DMAIC Model
The DMAIC model of Six Sigma is often used to resolved good problems, It is divided into five phase: Define, Measure, Analyze, Improve, and Control.
This model is useful when a problem can be resolved by improving an existing process or when you need to create a new process.
The Define Phase of DMAIC - Define
In the Define phase, you state the goals and the scope of improvement in the process. You can include customer requirements, available resources, project benefits, process maps, and other statistical parameters that you need to measure within the Define phase.
Example:
A company has an agreement with its customers to provide after-sales support. Customers complain that the company phone lines are frequently busy.
You can use the DMAIC model to define this problem. You identify that the main cause for customer not being able to reach the customer care executives is the high volume of traffic and the small number of telephone lines available. At the same time, there is a high incidence of employee attrition in your support center and the new recruit lack the necessary speed to handle customer calls.
Based ont these observations, you define the scope of improving the process. The definition will include investing in infrastructure, training new recruits, and modifying company policies to retain trained personnel.
The Measure Phase of DMAIC - Measure
In this phase, we need to measure the impact of the problem in terms of defects, missed opportunities, and affected areas. This helps us collect data on the current process performance. We can use this data to make a more specific and detailed identification of the problem area than what we had previously defined.
Example:
the parameters that we could measure include the time of day when the telephone lines are busy, the volume of missed calls, and the geographic region from where most call originate. We may also measure the time taken by a new employee to come up to speed in handling customer calls and the average tenure of an employee with the company.
The Analyze Phase of DMAIC - Analyze
After completing the Measure phase, we analyze data related to process improvement. We can use data analysis tools, such us Histogram, Pareto Chart, or Scatter Plot, to identify the root cause of the problem during the Analyze phase.
In our example, we analyze the data gathered to identify that we have fewer telephone lines that we need and that employees lack motivation.
The Improve Phase of DMAIC - Improve
Next, in the Improve phase, we can test various solutions to address the root cause of the problem. This is mostly done through a 'pilot' or test run of the improved process.
In the Improve phase of our example, we add an additional five telephone lines and formulate HR policies aimed at motivating and retaining employees. A detailed employee training and refresher course is also introduced. We conduct a test run to gauge if the changes are effective in adequately improving the performance of your positive enhancement of customer satisfaction. We may now plan for full-scale implementaton of our improvement effort.
The Control Phase of DMAIC - Control
Finally, in the Control phase, we need to create a detailed control plan to maintain the levels of quality that we achieved during the Improve phase. During this phase, we continuously revisit our DMAIC model to establish new processes and standardize existing processes, implement new improvements, and communicate the changes to all concerned.
Example:
Taking a final look at the example of the customer durables company, we may continuously monitor process to ensure that it does not vary from the expected standards.
After we have achieved our process improvement targets, we can communicate to senior management that the new process is fully functional.
Summary:
In the Define phase, we establis the goals and scope of the process improvement projcet, and the collect the data on process performance in the Measure phase. In the Anlyze phase, we identify the root cause of the problem before applying the right solutions to address the root cause of the improve phase. Finally, in the Control phase, we make a detailed control plan to maintain the desired levels of quality.
Globally, enhanced customer expectiations are throwing up new challenges for businesses. The most important challenge lies in alignig business processes to customer requirements while maximizing resource utilization and returns.
Six Sigma practitioners are responsible for resolving thise problems that do not allow a process to add value to a product or service.
A Good Problem
According to Six Sigma guidelines, a rpblem is defined as good if it can be resolved systematically by applying common quality improvement methodologies. A good problem is clearly defined, and its impact can be readily meaured in terms of the time requered to fix it and the delay it causes in product delivery. Most importantly, resolving a god problem must have a visible impact on customer satisfaction.
You can identify a good problem using statistical tools such as Impact-Effort matrix that plots the effort required to fix a problem against its impact on customer satisfaction.
A Good Problem - Example
Let's consider an example to understand the concept good problem. Suppose you're working in a company that uses large trucks to deliver perishable foodstuff for its clients. Each truct carries foodstuff for several clients. Your customers are complaining about delayed deliveries. After analyzing the delivery process, you find that these delays are caused by frequent breakdowns.
This is a good problem because it is clearly defined, its impact is measurable in tems of delay in delivery and the frequency of delay, it can be reloved using quality improvement tools, and it impacts customer satiscation.
Resolving a Good Problem
In the example, there are several solutions to resolve the problem. You can set up a rpcess for preventive maintenance of the trucks, purchase a logistics management software application to manage deliveries, or purchase smaller trucks to service only one client at a time.
Agter you identify the possible solutions, you need to perform an Impact-Effort analysis to select the best solution. One major factor for considering a solution is the cost of implementing it.
Sometimes, you may find that a good problem is too complex to fix in the existing process. To solve such a problem, you may need to redesign the process completely. However, if the good problem is not very complex, you only modify a part of the wexisting process to improve it.
Resolving a Good Problem Using the DMAIC ModelThe DMAIC model of Six Sigma is often used to resolved good problems, It is divided into five phase: Define, Measure, Analyze, Improve, and Control.
This model is useful when a problem can be resolved by improving an existing process or when you need to create a new process.
The Define Phase of DMAIC - Define
In the Define phase, you state the goals and the scope of improvement in the process. You can include customer requirements, available resources, project benefits, process maps, and other statistical parameters that you need to measure within the Define phase.
Example:
A company has an agreement with its customers to provide after-sales support. Customers complain that the company phone lines are frequently busy.
You can use the DMAIC model to define this problem. You identify that the main cause for customer not being able to reach the customer care executives is the high volume of traffic and the small number of telephone lines available. At the same time, there is a high incidence of employee attrition in your support center and the new recruit lack the necessary speed to handle customer calls.
Based ont these observations, you define the scope of improving the process. The definition will include investing in infrastructure, training new recruits, and modifying company policies to retain trained personnel.
The Measure Phase of DMAIC - Measure
In this phase, we need to measure the impact of the problem in terms of defects, missed opportunities, and affected areas. This helps us collect data on the current process performance. We can use this data to make a more specific and detailed identification of the problem area than what we had previously defined.
Example:
the parameters that we could measure include the time of day when the telephone lines are busy, the volume of missed calls, and the geographic region from where most call originate. We may also measure the time taken by a new employee to come up to speed in handling customer calls and the average tenure of an employee with the company.
The Analyze Phase of DMAIC - Analyze
After completing the Measure phase, we analyze data related to process improvement. We can use data analysis tools, such us Histogram, Pareto Chart, or Scatter Plot, to identify the root cause of the problem during the Analyze phase.
In our example, we analyze the data gathered to identify that we have fewer telephone lines that we need and that employees lack motivation.
The Improve Phase of DMAIC - Improve
Next, in the Improve phase, we can test various solutions to address the root cause of the problem. This is mostly done through a 'pilot' or test run of the improved process.
In the Improve phase of our example, we add an additional five telephone lines and formulate HR policies aimed at motivating and retaining employees. A detailed employee training and refresher course is also introduced. We conduct a test run to gauge if the changes are effective in adequately improving the performance of your positive enhancement of customer satisfaction. We may now plan for full-scale implementaton of our improvement effort.
The Control Phase of DMAIC - Control
Finally, in the Control phase, we need to create a detailed control plan to maintain the levels of quality that we achieved during the Improve phase. During this phase, we continuously revisit our DMAIC model to establish new processes and standardize existing processes, implement new improvements, and communicate the changes to all concerned.
Example:
Taking a final look at the example of the customer durables company, we may continuously monitor process to ensure that it does not vary from the expected standards.
After we have achieved our process improvement targets, we can communicate to senior management that the new process is fully functional.
Summary:
In the Define phase, we establis the goals and scope of the process improvement projcet, and the collect the data on process performance in the Measure phase. In the Anlyze phase, we identify the root cause of the problem before applying the right solutions to address the root cause of the improve phase. Finally, in the Control phase, we make a detailed control plan to maintain the desired levels of quality.
Define : Overview Define Phase on Six Sigma (Problem Analysis)
This Learning focuses on the Define phase of the DMAIC model. In this learning, you will use the concept of Six Sigma and apply them to an organization. You will identify problems, customer requirements, and tools to address the problem adn increase customer satisfaction. This course will help you obtain a basic understanding of the Kano Model, utilize the '5 Why' root cause analysis technique, and specify the Critical to Quality (CTQ) characteristics. The purpose of this products is to provide the user with general information about the subject matter presented. This products is not intended, nor should you consider it, to be legal advice applicable to your specific situation. Las are frequently updated and are often subject to differing interpretations. You are solely responsible for your use of this product. If you have any questions about a specific situation, you should seek legal counsel or ask your HR department.
This unit will teach you about using DMAIC to resolve problems in your organization. You will learn how to identify a problem, define a project to resolve the problem, set expectations for the project, identify a Champion to lead the project, and finally use the DMAIC model to resolve the problem.
In the simulation at the end of this unit, you will answer questions on analyzing problems to improve your business processes using Six Sigma. You are a Project Manager in a company that produces electronics items and you have recently received training in implementing Six Sigma.
This unit will teach you about the importance of meeting customer needs in a Six Sigma project. You will learn to define customer needs in terms of quality and use the Kano model to collect customer feedback. In addition, this unit will also familiarize you with the concept of Critical to Quality (CTQ) and the "5 Why" technique.
In the simulation at the end of this unit, you will discuss the use of Six Sigma tools to determine customer requirements and gauge customer satisfaction. You are the Vice President (Marketing) of a gaming software company and you have decided to leverage the strength of Six Sigma to study customer expectations and explore problem areas.
This unit will teach you about the concept of prcess mapping. Fist, you will learn the need for process maps. You will also learn to identify value-added and non value-added processes in your organization. This unit will also teach you concepts of SIPOC maps. Finally, you will learn to use the deployment map to identify hidden problems in a process.
In the simulation at the end of this unit, you will answer questions on Six Sigma techniques such as process maps, SIPOC, and deployment maps. You are the plant manager of an electrical manufacturer that plans to implement Six Sigma techniques.
At the end of each unit is an assessment that measures your knowledge of the skills and concepts presented in the unit. Upon comletion of the assessment, you can view a summary of your performance. Based on your assessment results, a presonalized Learning Track is created containing only the topics for which you need additional instruction.
This unit will teach you about using DMAIC to resolve problems in your organization. You will learn how to identify a problem, define a project to resolve the problem, set expectations for the project, identify a Champion to lead the project, and finally use the DMAIC model to resolve the problem.
In the simulation at the end of this unit, you will answer questions on analyzing problems to improve your business processes using Six Sigma. You are a Project Manager in a company that produces electronics items and you have recently received training in implementing Six Sigma.
This unit will teach you about the importance of meeting customer needs in a Six Sigma project. You will learn to define customer needs in terms of quality and use the Kano model to collect customer feedback. In addition, this unit will also familiarize you with the concept of Critical to Quality (CTQ) and the "5 Why" technique.
In the simulation at the end of this unit, you will discuss the use of Six Sigma tools to determine customer requirements and gauge customer satisfaction. You are the Vice President (Marketing) of a gaming software company and you have decided to leverage the strength of Six Sigma to study customer expectations and explore problem areas.
This unit will teach you about the concept of prcess mapping. Fist, you will learn the need for process maps. You will also learn to identify value-added and non value-added processes in your organization. This unit will also teach you concepts of SIPOC maps. Finally, you will learn to use the deployment map to identify hidden problems in a process.
In the simulation at the end of this unit, you will answer questions on Six Sigma techniques such as process maps, SIPOC, and deployment maps. You are the plant manager of an electrical manufacturer that plans to implement Six Sigma techniques.
At the end of each unit is an assessment that measures your knowledge of the skills and concepts presented in the unit. Upon comletion of the assessment, you can view a summary of your performance. Based on your assessment results, a presonalized Learning Track is created containing only the topics for which you need additional instruction.
Tuesday, December 12, 2006
Define : The Goals and Project Selection
The first step in six sigma role is Define. The purpose of this step are
Extract the project that is most important in customer's side and have most consequence to management achievement. Define the project in order to promote its target. We can call it Critical to Quality (CTQ)
The activity step of Define are:
- Selecting the Projects
- Deep Analysis of the Project (Extract Project)
- Building the Project Team
Now, we will try to focus of Selecting the projects topic.
In the manufacturing six sigma, doing the project should be match with the business goals. For example, if the business issue say that most issue of this year about decreasing the material cost, so the project tittle or scoope is arround this issues.
Uderstanding the Big Y
The activity step of Define are:
- Selecting the Projects
- Deep Analysis of the Project (Extract Project)
- Building the Project Team
Now, we will try to focus of Selecting the projects topic.
In the manufacturing six sigma, doing the project should be match with the business goals. For example, if the business issue say that most issue of this year about decreasing the material cost, so the project tittle or scoope is arround this issues.
To confirm business issue by outputting enterprise’s management policy, object and target of innovation, core ability and to select the Big Y of appropriate enterprise or dept.
(Big Y : Big Goal of Company/ Vision of Company / Big Issues)Uderstanding the Big Y
☆ Should be connected with management task or strategy
-Select the one that can influence importantly to business outcome by reflecting to division core task.
-Connect with Key Performance Index in order to achieve the middle period target or division strategy task.
☆ Should be item that can be measured
-Check the current level and select the one can standardize about target level.
-Select by transforming to alternative item that can standardize for item that cannot measure directly.
Development of Big Y and Little Y --> Project Selection

Development of Big Y and Little Y --> Project Selection

by breakdown the Big Y into the little Y, we also can focus to the detail scoope and select the project based on the target.
The Other Steps to Select the Project
1. Select the candidate of Big Y
The Other Steps to Select the Project
1. Select the candidate of Big Y
-- increase of market quality
- sales innovation of Company's product-
- increase of productivity
- secure competitiveness of prime cost of manufacture of Companys product
- sales innovation of Company's product-
- increase of productivity
- secure competitiveness of prime cost of manufacture of Companys product
Standard of selection
-- Impact on basic year’s management
-- Beneficial for 6 σ Project
-- Possibility of direct support of MBB
-- Correspond to object of Chief of Dept.
- Productivity of OO product increased
Understanding of 6 Sigma
1) Numerical meaning of 6 Sigma
Summary
- If sigma level is 6, the numerical value is almost perfect. This means only 3 or 4 times out of one million times are the customer complaints, that is 3.4 ppm (parts per million).
- In a philosophical side, 3.4 ppm is defined as ‘perfect’ or ‘zero defect’.
2) Comparison between 99% of accuracy and 6σ Level
Talking about the accuracy, normally people count on 99%.
However, that 99% of accuracy is very risky according to the chart below.
(The Six Sigma Way - Mc Graw Hill, published in 2000)
We have learnt 6 Sigma and Sigma level before.
Strictly saying, 6 sigma is 6 sigma level. The bigger sigma level is, the smaller standard deviation is and our work accomplishment is high.
If so, we need a goal and that can be level 6 in sigma.
Please look at this chart showing percentage and PPM of each sigma level.
| σ Level | % | PPM |
| 6 | 99.99966 | 3.4 |
| 5 | 99.9767 | 233 |
| 4 | 99.379 | 6,210 |
| 3 | 93.3193 | 66,807 |
| 2 | 69.1463 | 308,537 |
| Good product | Defect |
- If sigma level is 6, the numerical value is almost perfect. This means only 3 or 4 times out of one million times are the customer complaints, that is 3.4 ppm (parts per million).
- In a philosophical side, 3.4 ppm is defined as ‘perfect’ or ‘zero defect’.
2) Comparison between 99% of accuracy and 6σ Level
Talking about the accuracy, normally people count on 99%.
However, that 99% of accuracy is very risky according to the chart below.
| 99% of accuracy (4∂ level) | 6σ Level | |
| Delivering 300,000 letters | mistakenly delivered : 3,000 letters | 1 |
| Booting 500,000 computers | not booted : 4,100 sets | less than 2 sets |
| Monthly accounting due for 500 years | unbalanced between income and expense : 60months | only 0.018 month |
| On-air hour for a week | banned : 1.68 hours | only 1.8 sec |
(The Six Sigma Way - Mc Graw Hill, published in 2000)
99% of accuracy is level 4, we say, sigma 4.
Our final goal is 6 sigma, that is level 6, 99% of accuracy is still risky.
3) Origin of 6 Sigma
Now is time to learn the origin of 6 sigma.
Motorola has started 6 sigma activity for the first and the core of marketing strategy was " Technology".
Based on the company's technology, they show the world's first product ahead of competitors to occupy the market.
That was a very aggressive marketing strategy.
In 1980's, the defect rate of Motorola's wireless beeper, on the peak, was very high enough to cause customer complaints accordingly.
After researching the high defect rate, Motorola found it was from the factory originally, not from the customers. Actually the factory modifies or repairs the defected products to ship out. Most of them cause the problem again.
Since then, Motorola confirmed "no defect rate" in order to provide customers with perfect products.
For this, each unit process should put out the perfect products and the goal is 6 Sigma level.
 Therefore, the less we reduce a hidden factory, the higher we provide customers with good products (this is called a cumulative nonstop rate). Finally we get the benefit to reduce the cost internally.
Therefore, the less we reduce a hidden factory, the higher we provide customers with good products (this is called a cumulative nonstop rate). Finally we get the benefit to reduce the cost internally.
On of the important maters Motorola considered in 6 Sigma activity was benchmarking.
They benchmarked the core competency from their contractors and even Benetton that is not related to their business. This suggests how important benchmarking is.
Later then, the Reagan administration has established Malcolm Baldrige Award in order to encourag the policy to secure the competitiveness of American enterprises through the quality improvement. Motorola took the role to propagate 6 Sigma Activity in the U.S. by that chance.
In 1997, Sony judged “Penalty and memory are not the way to catch up with the U.S.” so that they have actively accepted 6 Sigma Activity instead of their TQC activity.
4) Benefit of 6 Sigma Activity
5) Process of 6 Sigma improvement activity
Our final goal is 6 sigma, that is level 6, 99% of accuracy is still risky.
3) Origin of 6 Sigma
Now is time to learn the origin of 6 sigma.
Motorola has started 6 sigma activity for the first and the core of marketing strategy was " Technology".
Based on the company's technology, they show the world's first product ahead of competitors to occupy the market.
That was a very aggressive marketing strategy.
In 1980's, the defect rate of Motorola's wireless beeper, on the peak, was very high enough to cause customer complaints accordingly.
After researching the high defect rate, Motorola found it was from the factory originally, not from the customers. Actually the factory modifies or repairs the defected products to ship out. Most of them cause the problem again.
Since then, Motorola confirmed "no defect rate" in order to provide customers with perfect products.
For this, each unit process should put out the perfect products and the goal is 6 Sigma level.
 Therefore, the less we reduce a hidden factory, the higher we provide customers with good products (this is called a cumulative nonstop rate). Finally we get the benefit to reduce the cost internally.
Therefore, the less we reduce a hidden factory, the higher we provide customers with good products (this is called a cumulative nonstop rate). Finally we get the benefit to reduce the cost internally.On of the important maters Motorola considered in 6 Sigma activity was benchmarking.
They benchmarked the core competency from their contractors and even Benetton that is not related to their business. This suggests how important benchmarking is.
Later then, the Reagan administration has established Malcolm Baldrige Award in order to encourag the policy to secure the competitiveness of American enterprises through the quality improvement. Motorola took the role to propagate 6 Sigma Activity in the U.S. by that chance.
In 1997, Sony judged “Penalty and memory are not the way to catch up with the U.S.” so that they have actively accepted 6 Sigma Activity instead of their TQC activity.
4) Benefit of 6 Sigma Activity

5) Process of 6 Sigma improvement activity
The first step of innovation and improvement activity in the organization is to select the process with the biggest variation of output.
Thus, we need to analyze the process through Statistical Thinking, that is, "All work occurs in a system of interconnected processes".
Then we should confirm the size of variation and its cause existed in processes through data.
Finally, we must optimize the process in the organization by improving and solving causes.
In summary of it,
Improvement activity of 6 sigma is divided into 5 steps in process like the below ;
6) 6 Sigma in system
Improvement activity of 6 sigma is divided into 5 steps in process like the below ;
|
6) 6 Sigma in system
Now we will check 6 sigma in system.
The basic business process in the company could be ; R&D, manufacturing, promotion.
Integrating these with 6 sigma activity will be as follows ;
Let’s take a look at more in detail ;
Through 6 sigma activity of R&D, we can produce the theoretical quality as the drawings. This can be an input in terms of manufacturing.
Manufacturing process needs to change the theoretical quality into the actual one.
The smaller the gap between them is, the higher the product quality is.
The actual quality in manufacturing can be an input in promotion. Its role is to improve sales promotion to produce management outcome.
Now we can see 6 sigma activity is to optimize the whole process in the terms of the whole organization(company), not to improve the part of company.
Each process should optimize itself and enhance the synergy effect using feedback. This will lead the company to maximize the management outcome.
Understanding of Variation (Easy Learning 6Sigma)
1) What is Variations ?
=Case Study=
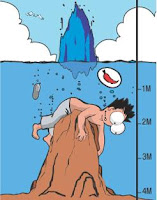 Mr.Var is on vacation now. He is at the east coast.
Mr.Var is on vacation now. He is at the east coast.
He steps on a diving board to release his stress.
In front of him, there is a sign saying "Caution : Average depth of water : 4 meters»
He is a good swimmer so he simply thought it is only 4 meters deep. So he jumped in. However when he jump to the water, unfortunatelly there are protrusion in the land that make water dept only 1 meter.


 During a daily life, we depend on the average to make a decision.
During a daily life, we depend on the average to make a decision.
Like in the picture, if you count on the average only, you will make a terrible mistake like Mr.Var does. There is always the variation in everywhere.
If Mr.Var consider the variation of sea bottom, he will not make such a mistake then.
"In other words, variation means change. Not only the average but also the size of change affect our making decisions."
2) Variation in daily lives
- Waiting hour to get baggage when arrived at the airport
what if it takes too long to get your baggage even you come down from the plane
- Waiting hour at the bank
impossible to estimate the waiting hour at the bank
- Report card of your children
how glad to have a stable result from your childrens academic report
- Commuting hour
the arrival time at your work is different everyday even though you leave home at the same time
3) Average and Variation
After-sale service center symbolizes the customer satisfaction. Their average repair time is 30 minutes.
*) When we say the repair time is 30 min., there is no information about variation. Then what is the quality the customers feel ? One case the repair time takes 40 min., then that customer might feel it as 40 min.
*) The company standard is the average of repair time, however, the customer standard is ¡°Standard Deviation¡±. We can find a huge gap between these two
5) Understanding of Sigma Level
Repair time is average 30 min. and its standard deviation is 5 min. in After-sale service center.
--
When you hear the standard deviation is 5 min., you will not judge it as a big or small one. What do you think of it ?
To judge standard deviation, that is Sigma, we need another standard. If comparing to the average, we could figure out the size.
The numerical value compared to standard deviation (sigma) is called "Sigma Level".
For the detailed calculation, I will handle on the next page.
We can apply this sigma level to Tolerance in R&D, Specification in Factory and Customer Needs in other departments.
6) Calculation of Sigma Level

=Case Study=
 Mr.Var is on vacation now. He is at the east coast.
Mr.Var is on vacation now. He is at the east coast.He steps on a diving board to release his stress.
In front of him, there is a sign saying "Caution : Average depth of water : 4 meters»
He is a good swimmer so he simply thought it is only 4 meters deep. So he jumped in. However when he jump to the water, unfortunatelly there are protrusion in the land that make water dept only 1 meter.
During a daily life, we depend on the average to make a decision.Like in the picture, if you count on the average only, you will make a terrible mistake like Mr.Var does. There is always the variation in everywhere.
If Mr.Var consider the variation of sea bottom, he will not make such a mistake then.
"In other words, variation means change. Not only the average but also the size of change affect our making decisions."
2) Variation in daily lives
- Waiting hour to get baggage when arrived at the airport
what if it takes too long to get your baggage even you come down from the plane
- Waiting hour at the bank
impossible to estimate the waiting hour at the bank
- Report card of your children
how glad to have a stable result from your childrens academic report
- Commuting hour
the arrival time at your work is different everyday even though you leave home at the same time
3) Average and Variation
After-sale service center symbolizes the customer satisfaction. Their average repair time is 30 minutes.

*) When we say the repair time is 30 min., there is no information about variation. Then what is the quality the customers feel ? One case the repair time takes 40 min., then that customer might feel it as 40 min.
*) The company standard is the average of repair time, however, the customer standard is ¡°Standard Deviation¡±. We can find a huge gap between these two
As shown, we can summarize
^ The customers feel the variation, not average. That means we should set up the quality standard for the customer¡¯s viewpoint, that is variation.
^ A huge variation means the quality level the customers feel is a problem, as well as, our work accomplishment is not good.
^ The standard of output at work should be focused on the variation, not the average.
4) Variation measurement
We have measured the time required of task ¡°A¡± in a certain department. The data we got is ranged from 1 to 5 minutes.
There must be the variation in task ¡°A¡±. How can we describe this size of variation ?
The graph shows you the answer.
 First, we should think of the average time required.
First, we should think of the average time required.
It is 3 minutes to do task ¡°A¡±.
The way to measure the size of variation is to see the wideness centering the average.
You should calculate each time required and distance from the average. Then get the average from them. That will be the average distance.
The formula is like the below ;
Average distance equals that we divide average distance
(that is data minus average) by number of data.
^ The customers feel the variation, not average. That means we should set up the quality standard for the customer¡¯s viewpoint, that is variation.
^ A huge variation means the quality level the customers feel is a problem, as well as, our work accomplishment is not good.
^ The standard of output at work should be focused on the variation, not the average.
4) Variation measurement
We have measured the time required of task ¡°A¡± in a certain department. The data we got is ranged from 1 to 5 minutes.
There must be the variation in task ¡°A¡±. How can we describe this size of variation ?
The graph shows you the answer.
 First, we should think of the average time required.
First, we should think of the average time required.It is 3 minutes to do task ¡°A¡±.
The way to measure the size of variation is to see the wideness centering the average.
You should calculate each time required and distance from the average. Then get the average from them. That will be the average distance.
The formula is like the below ;
Average distance equals that we divide average distance
(that is data minus average) by number of data.
| |||||||||||||||
5) Understanding of Sigma Level
Repair time is average 30 min. and its standard deviation is 5 min. in After-sale service center.
--
When you hear the standard deviation is 5 min., you will not judge it as a big or small one. What do you think of it ?
To judge standard deviation, that is Sigma, we need another standard. If comparing to the average, we could figure out the size.
The numerical value compared to standard deviation (sigma) is called "Sigma Level".
For the detailed calculation, I will handle on the next page.
We can apply this sigma level to Tolerance in R&D, Specification in Factory and Customer Needs in other departments.
6) Calculation of Sigma Level
Using the example of after-sale service center from the previous page, we will calculate Sigma level now.
* Average repair time is 30 min. and its standard deviation is 5 min.
* Customer needs is between 20 and 30 min.
The graph shows ;
How many of standard deviation are there between 25 min and 30 min. ?
"A : Standard deviation is 5 min. so there is only one. In this case, Sigma level is 1.
* Average repair time is 30 min. and its standard deviation is 5 min.
* Customer needs is between 20 and 30 min.
The graph shows ;

How many of standard deviation are there between 25 min and 30 min. ?
"A : Standard deviation is 5 min. so there is only one. In this case, Sigma level is 1.
In other words, Sigma Level means the number of standard deviation within a standard range."
| ||||||||||||||
Statistical Thinking
1) What is Statistical Thinking ?
"Statistical Thinking is a philosophy of learning and action."
In case we acquire useful knowledge from information and manage properly information through knowledge, we depend on the past experiences and knowledge a lot.
But Statistical Thinking is to evaluate the present process based on the given data rather than the past experiences.
How many times have you head of the followings ?
These attitudes are such big obstacles to Innovation activity.
This is because people have difficulties to escape from own thinking upon the past experiences.
We rarely ask ¡°why ?¡±. But children always do.
They learn and acquire new information by why-question then decide upon knowledge what a proper action they should do.
The organization(company) has no chance to improve without why-question.
Through why-question, the organization could find the causes and manage to remove them properly.
This leads the organization to accumulate ¡®Process Knowledge¡¯ inside and to build up the foundation strengthening the competitiveness.
Therefore, the basic philosophy of 6 Sigma Activity is ;
Instead of depending on the past experiences, we do why-question and learn to find the proper way to manage.
2) Principle of Statistical Thinking I.
All work occurs in a system of interconnected processes
We do general works inside the organization.
But now we need to change our thinking that work equals process, instead of working itself.
If we change ¡®work¡¯ as ¡®process¡¯, 5 factors of process, so-called SIPOC should be considered accordingly.
The first step of improvement activity is to clarify what SIPOC are.
 Supplier --> Input --> Process --> Output --> Customer
Supplier --> Input --> Process --> Output --> Customer
Here we simply explain to you about 5 factors in process.
Actually the internal process of organization(company) is one system connected from each department to customer.
In each internal process, there is always the customer. In other words, customers are divided into internal and external one.
Once internal customers satisfy with us, it influences to external ones automatically. Each of them has their needs and wants. When we can fulfill what they need and want, it could be a perfect system then.
2) Principle of Statistical Thinking II.
"Variation exists in all processes
All processes provide customers with output all the time.
However, the problem is that output is changing, not fixed. We call it ¡®variation¡¯.
The second step is to accept there is variation in Output. This variation does not occur in Output but in supplier, input or process.
The main causes are divided into 5M1E.
Men -- causes related to individual style, gap of ability
Machine -- causes related to gap of function, age of equipment
Materials -- causes related to input materials
Methods -- causes related to work process
Measurements -- causes related to accuracy and precision of measuring equipment
Environment -- causes related to process environment including working environment and laws
2) Principle of Statistical Thinking III.
"Understanding and reducing variation are key success"
If the variation occurs from the diversity, it could be another problem.
So we should consider variety with Variation?
"Statistical Thinking is a philosophy of learning and action."
In case we acquire useful knowledge from information and manage properly information through knowledge, we depend on the past experiences and knowledge a lot.
But Statistical Thinking is to evaluate the present process based on the given data rather than the past experiences.
How many times have you head of the followings ?
These attitudes are such big obstacles to Innovation activity.
This is because people have difficulties to escape from own thinking upon the past experiences.
We rarely ask ¡°why ?¡±. But children always do.
They learn and acquire new information by why-question then decide upon knowledge what a proper action they should do.
The organization(company) has no chance to improve without why-question.
Through why-question, the organization could find the causes and manage to remove them properly.
This leads the organization to accumulate ¡®Process Knowledge¡¯ inside and to build up the foundation strengthening the competitiveness.
Therefore, the basic philosophy of 6 Sigma Activity is ;
Instead of depending on the past experiences, we do why-question and learn to find the proper way to manage.
2) Principle of Statistical Thinking I.
All work occurs in a system of interconnected processes
We do general works inside the organization.
But now we need to change our thinking that work equals process, instead of working itself.
If we change ¡®work¡¯ as ¡®process¡¯, 5 factors of process, so-called SIPOC should be considered accordingly.
The first step of improvement activity is to clarify what SIPOC are.
Supplier --> Input --> Process --> Output --> CustomerHere we simply explain to you about 5 factors in process.
Actually the internal process of organization(company) is one system connected from each department to customer.
In each internal process, there is always the customer. In other words, customers are divided into internal and external one.
Once internal customers satisfy with us, it influences to external ones automatically. Each of them has their needs and wants. When we can fulfill what they need and want, it could be a perfect system then.
2) Principle of Statistical Thinking II.
"Variation exists in all processes
All processes provide customers with output all the time.
However, the problem is that output is changing, not fixed. We call it ¡®variation¡¯.
The second step is to accept there is variation in Output. This variation does not occur in Output but in supplier, input or process.
The main causes are divided into 5M1E.
Men -- causes related to individual style, gap of ability
Machine -- causes related to gap of function, age of equipment
Materials -- causes related to input materials
Methods -- causes related to work process
Measurements -- causes related to accuracy and precision of measuring equipment
Environment -- causes related to process environment including working environment and laws
2) Principle of Statistical Thinking III.
"Understanding and reducing variation are key success"
Now we understand there is variation in process all the time. This could be a cause of customer dissatisfaction as well.
For variation, we will handle in detail in the chapter of understanding Variation?
Therefore, the core innovation activity is to reduce Variation to provide customers with a stable output.
For this, we should optimize all processes.
A famous Doctor Deming even mentioned Variation is an evil?
If the variation occurs from the diversity, it could be another problem.
So we should consider variety with Variation?
Easy Learn of Six Sigma (One Stop Learning)
 Hi,.. my name is Dodiek, one of the Black Belt in the Multination Company, will inform to you about my new blog. This Blog is designed to have executives understand clearly Statistical Thinking which is the philosophical background and Value of 6 Sigma Activity. You can have great opportunity to get such kind of 6 sigma Knowledge. Enjoy it!
Hi,.. my name is Dodiek, one of the Black Belt in the Multination Company, will inform to you about my new blog. This Blog is designed to have executives understand clearly Statistical Thinking which is the philosophical background and Value of 6 Sigma Activity. You can have great opportunity to get such kind of 6 sigma Knowledge. Enjoy it!-The Black Belt-
Subscribe to:
Posts (Atom)